
CNC ਮਿਲਿੰਗ ਅਤੇ ਮੋੜ ਬਹੁਮੁਖੀ, ਲਾਗਤ-ਪ੍ਰਭਾਵਸ਼ਾਲੀ ਅਤੇ ਸਹੀ ਹਨ, ਫਿਰ ਵੀ CNC ਮਸ਼ੀਨ ਵਾਲੇ ਪੁਰਜ਼ਿਆਂ ਦੀਆਂ ਸੰਭਾਵਨਾਵਾਂ ਹੋਰ ਵੀ ਵਧ ਜਾਂਦੀਆਂ ਹਨ ਜਦੋਂ ਵਾਧੂ ਫਿਨਿਸ਼ਾਂ 'ਤੇ ਵਿਚਾਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਵਿਕਲਪ ਕੀ ਹਨ?ਹਾਲਾਂਕਿ ਇਹ ਇੱਕ ਸਧਾਰਨ ਸਵਾਲ ਦੀ ਤਰ੍ਹਾਂ ਜਾਪਦਾ ਹੈ, ਜਵਾਬ ਗੁੰਝਲਦਾਰ ਹੈ ਕਿਉਂਕਿ ਵਿਚਾਰ ਕਰਨ ਲਈ ਬਹੁਤ ਸਾਰੇ ਕਾਰਕ ਹਨ.
ਪ੍ਰੋਟੋਟਾਈਪ ਪ੍ਰੋਜੈਕਟ
ਪਹਿਲਾਂ, ਅੰਤ ਕਿਸ ਲਈ ਹੈ?ਕੀ ਇਹ ਸੁਹਜ ਜਾਂ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਸੁਧਾਰਨ ਲਈ ਹੈ?ਜੇਕਰ ਬਾਅਦ ਵਿੱਚ, ਕਾਰਗੁਜ਼ਾਰੀ ਦੇ ਕਿਹੜੇ ਪਹਿਲੂਆਂ ਵਿੱਚ ਸੁਧਾਰ ਕਰਨ ਦੀ ਲੋੜ ਹੈ?ਖੋਰ ਪ੍ਰਤੀਰੋਧ, ਸਤਹ ਦੀ ਕਠੋਰਤਾ, ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਜਾਂ EMI/RFI ਸ਼ੀਲਡਿੰਗ?ਇਹ ਸਿਰਫ਼ ਕੁਝ ਸਵਾਲ ਹਨ ਜਿਨ੍ਹਾਂ ਦੇ ਜਵਾਬ ਦਿੱਤੇ ਜਾਣੇ ਹਨ, ਇਸ ਲਈ ਇਹ ਮੰਨ ਕੇ ਕਿ ਡਿਜ਼ਾਈਨਰ ਜਾਣਦਾ ਹੈ ਕਿ ਟੀਚੇ ਕੀ ਹਨ, ਆਓ ਅਸੀਂ ਵੱਖ-ਵੱਖ ਵਿਕਲਪਾਂ 'ਤੇ ਇੱਕ ਨਜ਼ਰ ਮਾਰੀਏ।
CNC ਮਸ਼ੀਨੀ ਧਾਤੂ ਪ੍ਰੋਟੋਟਾਈਪ ਪਾਰਟਸ ਲਈ ਮੁਕੰਮਲ
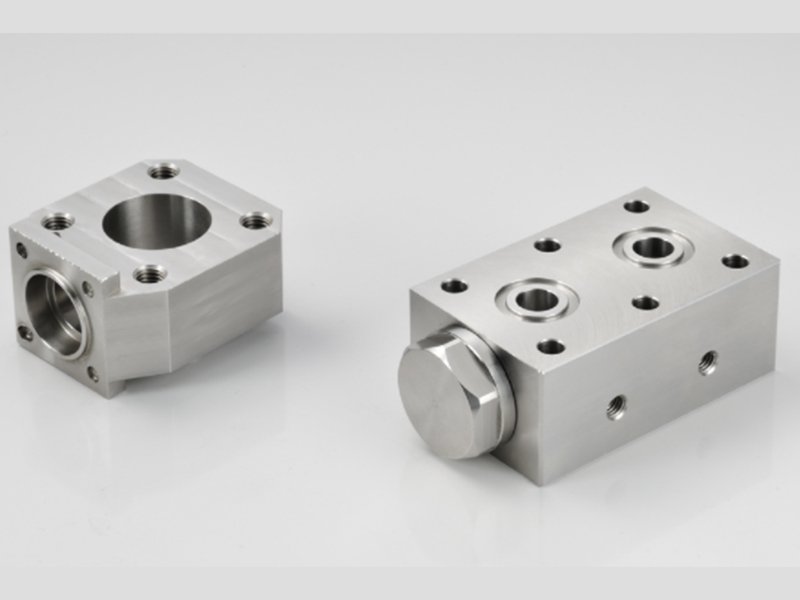
ਪਿਛਲੇ 40 ਸਾਲਾਂ ਵਿੱਚ, ਪ੍ਰੋਟੋਟਾਈਪ ਪ੍ਰੋਜੈਕਟਾਂ ਦੇ ਮਸ਼ੀਨਿਸਟਾਂ ਨੂੰ ਕਈ ਉਦਯੋਗਾਂ ਵਿੱਚ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਧਾਤਾਂ ਦੀ ਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਤੋਂ ਹਿੱਸੇ ਬਣਾਉਣ ਲਈ ਕਿਹਾ ਗਿਆ ਹੈ।ਉਤਪਾਦਾਂ ਨੂੰ ਨਿਯਮਤ ਤੌਰ 'ਤੇ ਡੀਬਰਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਸਾਫ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਘਟਾਇਆ ਜਾਂਦਾ ਹੈ, ਹਾਲਾਂਕਿ, ਫਿਨਿਸ਼ ਦੀ ਚੋਣ ਬਹੁਤ ਵਿਆਪਕ ਹੈ.
ਅੱਜ, ਸਾਡੇ ਗਾਹਕਾਂ ਦੀਆਂ ਸਭ ਤੋਂ ਪ੍ਰਸਿੱਧ ਧਾਤਾਂ ਐਲੂਮੀਨੀਅਮ ਐਲੋਏ 6068, ਸਟੇਨਲੈਸ ਸਟੀਲ 304 ਅਤੇ ਸਟੇਨਲੈਸ ਸਟੀਲ 316 ਹਨ। ਅਸਲ ਵਿੱਚ, ਇਹਨਾਂ ਤਿੰਨਾਂ ਨੂੰ ਅਕਸਰ ਬੇਨਤੀ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਕਿ ਅਸੀਂ ਸਾਡੇ ਤਿੰਨ ਦਿਨਾਂ ਐਕਸਪ੍ਰੈਸ ਸੀ.ਐਨ.ਸੀ. ਦੀਆਂ ਲੋੜਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਇਹਨਾਂ ਦੇ ਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ ਵਿੱਚ ਸਟਾਕ ਰੱਖਦੇ ਹਾਂ। ਮਸ਼ੀਨਿੰਗ ਸੇਵਾ.
ਅਜੇ ਵੀ ਪ੍ਰਸਿੱਧ ਪਰ ਘੱਟ ਅਕਸਰ ਨਿਰਧਾਰਤ ਕੀਤੇ ਜਾਂਦੇ ਹਨ ਤਾਂਬਾ, ਪਿੱਤਲ, ਫਾਸਫੋਰ ਕਾਂਸੀ, ਹਲਕੇ ਸਟੀਲ, ਟੂਲ ਸਟੀਲ।ਸਮੇਂ-ਸਮੇਂ 'ਤੇ, ਗਾਹਕ ਸੇਪਸੀਅਲ ਧਾਤਾਂ ਦੀ ਬੇਨਤੀ ਕਰਦੇ ਹਨ.ਜੇਕਰ ਅਸੀਂ ਸਮੱਗਰੀ ਦਾ ਸਰੋਤ ਬਣਾ ਸਕਦੇ ਹਾਂ ਅਤੇ ਇਸਨੂੰ ਅੰਦਰ-ਅੰਦਰ ਮਸ਼ੀਨ ਬਣਾ ਸਕਦੇ ਹਾਂ, ਤਾਂ ਅਸੀਂ ਅਜਿਹਾ ਕਰਾਂਗੇ, ਨਹੀਂ ਤਾਂ ਅਸੀਂ ਆਮ ਤੌਰ 'ਤੇ ਸਾਡੇ ਭਰੋਸੇਮੰਦ ਮਸ਼ੀਨਾਂ ਦੀਆਂ ਦੁਕਾਨਾਂ ਦੇ ਨੈੱਟਵਰਕ ਤੋਂ ਚੁਣੇ ਗਏ ਮਾਹਰ ਨੂੰ ਕੰਮ ਦਾ ਉਪ-ਕੰਟਰੈਕਟ ਕਰਦੇ ਹਾਂ।ਉਦਾਹਰਨ ਲਈ, ਇਨਕੋਨੇਲ, ਮੋਨੇਲ ਅਤੇ ਹੈਸਟਲੋਏ ਵਰਗੇ ਵਿਦੇਸ਼ੀ ਮਿਸ਼ਰਣਾਂ ਨੂੰ ਖਾਸ ਤਕਨੀਕਾਂ ਅਤੇ ਟੂਲਿੰਗ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਇਸਲਈ ਅਸੀਂ ਆਮ ਤੌਰ 'ਤੇ ਇਸਨੂੰ ਆਊਟਸੋਰਸ ਕਰਦੇ ਹਾਂ।
ਧਾਤੂ ਨੂੰ ਕਈ ਵੱਖ-ਵੱਖ ਤਰੀਕਿਆਂ ਨਾਲ ਪੂਰਾ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।ਉਦਾਹਰਨ ਲਈ, ਅਲਮੀਨੀਅਮ ਆਮ ਤੌਰ 'ਤੇ ਸਾਫ਼ ਐਨੋਡਾਈਜ਼ਡ, ਹਾਰਡਕੋਟ ਐਨੋਡਾਈਜ਼ਡ, ਜਾਂ ਕਾਲਾ ਜਾਂ ਰੰਗ ਐਨੋਡਾਈਜ਼ਡ ਹੋ ਸਕਦਾ ਹੈ।ਚੋਣ ਇਸ ਗੱਲ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ ਕਿ ਕੀ ਲੋੜ ਸੁਹਜ ਜਾਂ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਵਧਾਉਣ ਦੀ ਹੈ (ਖਾਸ ਤੌਰ 'ਤੇ ਖਰਾਬ ਪ੍ਰਤੀਰੋਧ ਜਾਂ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ)।
ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਕੁਦਰਤੀ ਤੌਰ 'ਤੇ ਖੋਰ ਰੋਧਕ ਹੁੰਦਾ ਹੈ ਪਰ ਕਈ ਵਾਰ ਗਾਹਕ ਵਾਧੂ ਫਿਨਿਸ਼ਾਂ ਨੂੰ ਨਿਸ਼ਚਿਤ ਕਰਦੇ ਹਨ।ਇਲੈਕਟ੍ਰੋਪੋਲਿਸ਼ਿੰਗ, ਉਦਾਹਰਨ ਲਈ, ਗੁੰਝਲਦਾਰ ਹਿੱਸਿਆਂ ਤੋਂ ਕਿਨਾਰਿਆਂ ਨੂੰ ਡੀਬਰਿੰਗ ਅਤੇ ਹਟਾਉਣ ਦੇ ਨਾਲ-ਨਾਲ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੀ ਫਿਨਿਸ਼ ਪੈਦਾ ਕਰਦੀ ਹੈ।ਦੂਜੇ ਪਾਸੇ, ਜੇਕਰ ਸਤ੍ਹਾ ਦੀ ਕਠੋਰਤਾ, ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਜਾਂ ਥਕਾਵਟ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਵਿੱਚ ਸੁਧਾਰ ਕਰਨ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ 304 ਅਤੇ 316 ਸਟੀਲ ਦੋਵਾਂ ਨੂੰ ਨਾਈਟਰੋਕਾਰਬਰਾਈਜ਼ਡ ਜਾਂ ਨਾਈਟ੍ਰਾਈਡ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਫਿਨਿਸ਼ ਦੀ ਸ਼ਾਇਦ ਸਭ ਤੋਂ ਵੱਡੀ ਚੋਣ ਤੋਂ ਹਲਕੇ ਸਟੀਲ ਨੂੰ ਲਾਭ ਹੁੰਦਾ ਹੈ।ਵਿਕਲਪਾਂ ਵਿੱਚ ਗਿੱਲੀ ਪੇਂਟਿੰਗ, ਇਲੈਕਟ੍ਰੋਫੋਰੇਟਿਕ ਪੇਂਟਿੰਗ, ਪਾਊਡਰ ਕੋਟਿੰਗ, ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ, ਕੈਮੀਕਲ ਬਲੈਕਿੰਗ, ਇਲੈਕਟ੍ਰੋਪੋਲਿਸ਼ਿੰਗ, ਹਾਰਡਨਿੰਗ, ਟਾਈਟੇਨੀਅਮ ਨਾਈਟ੍ਰਾਈਡਿੰਗ (ਟੀਆਈਐਨ) ਕੋਟਿੰਗ, ਨਾਈਟਰੋਕਾਰਬੁਰਾਈਜ਼ਿੰਗ, ਅਤੇ ਬੀਡ ਬਲਾਸਟਿੰਗ ਆਦਿ ਸ਼ਾਮਲ ਹਨ।
ਤਾਂਬਾ ਅਤੇ ਪਿੱਤਲ ਆਮ ਤੌਰ 'ਤੇ ਕਾਰਜਸ਼ੀਲ ਹਿੱਸਿਆਂ ਲਈ ਨਿਰਧਾਰਤ ਕੀਤੇ ਜਾਂਦੇ ਹਨ, ਮਸ਼ੀਨਿੰਗ ਤੋਂ ਬਾਅਦ ਹੋਰ ਮੁਕੰਮਲ ਕਰਨ ਦੀ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ ਹੈ।ਹਾਲਾਂਕਿ, ਜੇ ਜਰੂਰੀ ਹੋਵੇ, ਤਾਂ ਪੁਰਜ਼ਿਆਂ ਨੂੰ ਹੱਥੀਂ ਪਾਲਿਸ਼ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਇਲੈਕਟ੍ਰੋਪੋਲਿਸ਼ਡ, ਇਲੈਕਟ੍ਰੋਪਲੇਟਿਡ, ਵਾਸ਼ਪ ਬਲਾਸਟਡ, ਲੈਕਕਰਡ ਜਾਂ ਕੈਮੀਕਲ ਬਲੈਕਿੰਗ ਨਾਲ ਇਲਾਜ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਉੱਪਰ ਦੱਸੇ ਗਏ ਮੁਕੰਮਲ ਸਿਰਫ਼ ਧਾਤ ਅਤੇ ਮਿਸ਼ਰਤ ਮਿਸ਼ਰਣਾਂ ਲਈ ਉਪਲਬਧ ਨਹੀਂ ਹਨ।ਅਸੀਂ ਗਾਹਕਾਂ ਨਾਲ ਅੰਤ ਬਾਰੇ ਚਰਚਾ ਕਰਨ ਵਿੱਚ ਹਮੇਸ਼ਾ ਖੁਸ਼ ਹੁੰਦੇ ਹਾਂ ਅਤੇ ਅਸੀਂ ਜਿੱਥੇ ਵੀ ਹੋ ਸਕੇ ਮਦਦ ਕਰਨ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰਦੇ ਹਾਂ।
CNC ਮਸ਼ੀਨ ਪਲਾਸਟਿਕ ਪ੍ਰੋਟੋਟਾਈਪ ਪਾਰਟਸ ਲਈ ਮੁਕੰਮਲ
ਜਿਵੇਂ ਕਿ ਮੈਟਲ ਅਪਾਰਟਸ ਦੇ ਨਾਲ, ਅਸੀਂ ਸੀਐਨਸੀ ਮਸ਼ੀਨ ਦੇ ਸਾਰੇ ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸੇ ਮੂਲ ਰੂਪ ਵਿੱਚ ਡੀਬਰਡ, ਸਾਫ਼ ਅਤੇ ਡੀਗਰੇਜ਼ ਕੀਤੇ ਜਾਂਦੇ ਹਨ ਪਰ, ਇਸਦੇ ਬਾਅਦ, ਸਤਹ ਵਿਕਲਪ ਵੱਖਰੇ ਹੁੰਦੇ ਹਨ।
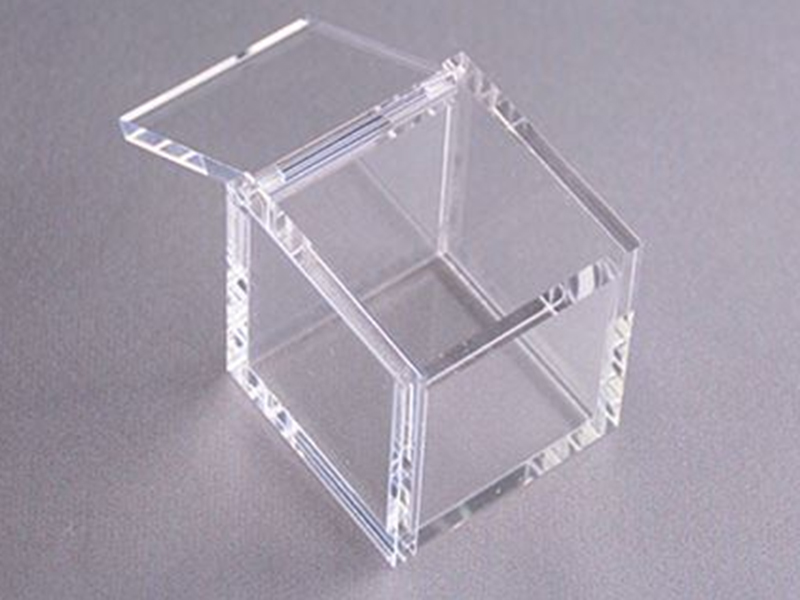
ਜਿਵੇਂ ਕਿ ਜ਼ਿਆਦਾਤਰ ਗਾਹਕ ਸੀਐਨਸੀ ਮਸ਼ੀਨ ਵਾਲੇ ਪ੍ਰੋਟੋਟਾਈਪ ਪਲਾਸਟਿਕ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਐਸੀਟਲ (ਕਾਲਾ ਜਾਂ ਕੁਦਰਤੀ) ਜਾਂ ਐਕਰੀਲਿਕ ਵਿੱਚ ਬੇਨਤੀ ਕਰਦੇ ਹਨ, ਸਾਡੇ ਕੋਲ ਕਈ ਕਿਸਮਾਂ ਹਨਸਟਾਕ ਵਿੱਚ ਸਮੱਗਰੀ.ਐਸੀਟਲ ਵਾਧੂ ਫਿਨਿਸ਼ਾਂ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਸਵੀਕਾਰ ਨਹੀਂ ਕਰਦਾ ਹੈ, ਇਸਲਈ ਪਾਰਟਸ ਆਮ ਤੌਰ 'ਤੇ 'ਮਸ਼ੀਨ ਵਾਂਗ' ਸਪਲਾਈ ਕੀਤੇ ਜਾਂਦੇ ਹਨ।
ਐਕਰੀਲਿਕ, ਸਪੱਸ਼ਟ ਹੋਣ ਕਰਕੇ, ਅਕਸਰ ਇੱਕ ਪਾਰਦਰਸ਼ੀ ਦਿੱਖ ਲਈ ਪਾਲਿਸ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।ਇਹ ਹੱਥੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਲਗਾਤਾਰ ਬਾਰੀਕ ਦੇ ਬਰੀਕ ਗ੍ਰੇਡਾਂ ਨਾਲ, ਜਾਂ ਫਲੇਮ ਪਾਲਿਸ਼ਿੰਗ ਨਾਲ।ਕਿਸੇ ਦੀ ਬੇਨਤੀ ਦੇ ਅਨੁਸਾਰ, ਐਕ੍ਰੀਲਿਕ ਨੂੰ ਐਕ੍ਰੀਲਿਕ ਪੇਂਟ ਨਾਲ ਪੇਂਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਜਾਂ ਉੱਚੀ ਪ੍ਰਤੀਬਿੰਬਿਤ ਸਤਹ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਵੈਕਿਊਮ ਮੈਟਲਲਾਈਜ਼ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਇਹਨਾਂ ਵਿੱਚੋਂ ਕੁਝ ਨੂੰ ਦੂਜਿਆਂ ਨਾਲੋਂ ਪੂਰਾ ਕਰਨਾ ਆਸਾਨ ਹੈ, ਇਸਲਈ ਸਾਡੇ ਨਾਲ ਸਮੱਗਰੀ ਅਤੇ ਮੁਕੰਮਲ ਬਾਰੇ ਚਰਚਾ ਕਰਨ ਲਈ ਤੁਹਾਡਾ ਹਮੇਸ਼ਾ ਸਵਾਗਤ ਹੈ।ਪਲਾਸਟਿਕ ਦੇ ਸੰਬੰਧ ਵਿੱਚ, ਅਸੀਂ ਰੇਤ, ਪ੍ਰਾਈਮ ਅਤੇ ਪੇਂਟ ਪਾਰਟਸ ਕਰ ਸਕਦੇ ਹਾਂ, ਉਹਨਾਂ ਨੂੰ ਪਾਲਿਸ਼ ਕਰ ਸਕਦੇ ਹਾਂ (ਹੱਥੀਂ ਜਾਂ ਲਾਟ ਦੁਆਰਾ), ਇਲੈਕਟ੍ਰੋ ਰਹਿਤ ਪਲੇਟ ਜਾਂ ਵੈਕਿਊਮ ਮੈਟਾਲਾਈਜ਼।ਘੱਟ ਸਤਹ ਊਰਜਾ ਵਾਲੇ ਕੁਝ ਪਲਾਸਟਿਕ ਲਈ, ਪ੍ਰਾਈਮਰ ਜਾਂ ਪਲਾਜ਼ਮਾ ਇਲਾਜ ਦੇ ਨਾਲ ਮਾਹਰ ਸਤਹ ਦੀ ਤਿਆਰੀ ਜ਼ਰੂਰੀ ਹੈ।
CNC ਮਸ਼ੀਨੀ ਪ੍ਰੋਟੋਟਾਈਪ ਪਾਰਟਸ ਦਾ ਅਯਾਮੀ ਨਿਰੀਖਣ
ਗ੍ਰਾਹਕ 3D ਪ੍ਰਿੰਟ ਦੀ ਬਜਾਏ ਪ੍ਰੋਟੋਟਾਈਪ ਪਾਰਟਸ CNC ਮਸ਼ੀਨ ਦੀ ਚੋਣ ਕਰਨ ਦਾ ਇੱਕ ਕਾਰਨ ਉੱਚ ਸ਼ੁੱਧਤਾ ਹੈ।CNC ਮਸ਼ੀਨ ਵਾਲੇ ਪੁਰਜ਼ਿਆਂ ਲਈ ਸਾਡੀ ਹਵਾਲਾ ਸਹਿਣਸ਼ੀਲਤਾ ±0.1mm ਹੈ, ਹਾਲਾਂਕਿ ਮਾਪ ਆਮ ਤੌਰ 'ਤੇ ਬਣਤਰ, ਸਮੱਗਰੀ ਅਤੇ ਜਿਓਮੈਟਰੀ ਦੇ ਅਧੀਨ ਹੁੰਦੇ ਹੋਏ, ਬਹੁਤ ਜ਼ਿਆਦਾ ਸਖ਼ਤ ਸਹਿਣਸ਼ੀਲਤਾ ਲਈ ਰੱਖੇ ਜਾਂਦੇ ਹਨ।ਅਸੀਂ ਮਾਪਾਂ ਦਾ ਸਖਤੀ ਨਾਲ ਨਿਰੀਖਣ ਕਰਦੇ ਹਾਂ, ਬੇਸ਼ੱਕ, ਗਾਹਕ ਵਿਸ਼ੇਸ਼ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ ਵੀ ਪੁੱਛ ਸਕਦੇ ਹਨ।
ਅਕਸਰ ਹੈਂਡਹੇਲਡ ਕੈਲੀਪਰਾਂ ਜਾਂ ਮਾਈਕ੍ਰੋਮੀਟਰਾਂ ਨਾਲ ਮਾਪ ਲਏ ਜਾ ਸਕਦੇ ਹਨ ਪਰ ਸਾਡੀ ਕੋਆਰਡੀਨੇਟ ਮਾਪਣ ਵਾਲੀ ਮਸ਼ੀਨ (ਸੀ. ਐੱਮ. ਐੱਮ.) ਵਧੇਰੇ ਚੰਗੀ ਤਰ੍ਹਾਂ ਜਾਂਚਾਂ ਲਈ ਆਦਰਸ਼ ਹੈ।ਇਸ ਵਿੱਚ ਸਮਾਂ ਲੱਗਦਾ ਹੈ ਅਤੇ ਇਹ ਸਾਡੀ ਉੱਨਤ CNC ਸੇਵਾ ਨਾਲ ਉਪਲਬਧ ਨਹੀਂ ਹੈ ਪਰ ਇਹ CMM ਨਿਰੀਖਣ ਲਈ ਕਿਸੇ ਤੀਜੀ-ਧਿਰ ਨੂੰ ਪਾਰਟਸ ਭੇਜਣ ਨਾਲੋਂ ਤੇਜ਼ ਹੈ।ਸਿਰਫ਼ ਅਪਵਾਦ ਉਦੋਂ ਹੁੰਦੇ ਹਨ ਜਦੋਂ ਇੱਕ ਵਿਆਪਕ, ਪੂਰੀ ਤਰ੍ਹਾਂ-ਪ੍ਰੋਗਰਾਮਡ CMM ਨਿਰੀਖਣ ਰੁਟੀਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਾਂ ਪੁਰਜ਼ਿਆਂ ਦੇ ਇੱਕ ਬੈਚ ਦੀ ਮਸ਼ੀਨ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਅਤੇ 100 ਪ੍ਰਤੀਸ਼ਤ ਨਿਰੀਖਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
CNC ਮਸ਼ੀਨ ਪ੍ਰੋਟੋਟਾਈਪ ਪਾਰਟਸ ਲਈ ਅਸੈਂਬਲੀ ਵਿਕਲਪ
ਇੱਕ ਕਾਰਨ ਇਹ ਹੈ ਕਿ ਗਾਹਕ 3D ਪ੍ਰਿੰਟ ਕਰਨ ਦੀ ਬਜਾਏ ਪ੍ਰੋਟੋਟਾਈਪ ਪਾਰਟਸ CNC ਮਸ਼ੀਨ ਦੀ ਚੋਣ ਕਰਦੇ ਹਨ, ਉੱਚ ਸ਼ੁੱਧਤਾ ਹੈ।CNC ਮਸ਼ੀਨ ਵਾਲੇ ਪੁਰਜ਼ਿਆਂ ਲਈ ਮਨਜ਼ੂਰ ਸਹਿਣਸ਼ੀਲਤਾ ±0.1mm ਹੈ, ਹਾਲਾਂਕਿ ਮਾਪ ਆਮ ਤੌਰ 'ਤੇ ਸਮੱਗਰੀ ਅਤੇ ਜਿਓਮੈਟਰੀ ਦੇ ਆਧਾਰ 'ਤੇ, ਬਹੁਤ ਜ਼ਿਆਦਾ ਸਖ਼ਤ ਸਹਿਣਸ਼ੀਲਤਾ ਲਈ ਰੱਖੇ ਜਾਂਦੇ ਹਨ।ਅਸੀਂ ਸ਼ਿਪਮੈਂਟ ਤੋਂ ਪਹਿਲਾਂ ਸਾਰੇ ਹਿੱਸਿਆਂ ਦੀ ਸਖਤੀ ਨਾਲ ਜਾਂਚ ਕਰਾਂਗੇ, ਅਤੇ ਗਾਹਕ ਵਿਸ਼ੇਸ਼ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ ਵੀ ਕਹਿ ਸਕਦੇ ਹਨ।

ਅਕਸਰ ਹੈਂਡਹੇਲਡ ਕੈਲੀਪਰਾਂ ਜਾਂ ਮਾਈਕ੍ਰੋਮੀਟਰਾਂ ਨਾਲ ਮਾਪ ਲਏ ਜਾ ਸਕਦੇ ਹਨ ਪਰ ਸਾਡੀ ਕੋਆਰਡੀਨੇਟ ਮਾਪਣ ਵਾਲੀ ਮਸ਼ੀਨ (ਸੀ. ਐੱਮ. ਐੱਮ.) ਵਧੇਰੇ ਚੰਗੀ ਤਰ੍ਹਾਂ ਜਾਂਚਾਂ ਲਈ ਆਦਰਸ਼ ਹੈ।ਇਹ CMM ਨਿਰੀਖਣ ਲਈ ਕਿਸੇ ਤੀਜੀ-ਧਿਰ ਨੂੰ ਹਿੱਸੇ ਭੇਜਣ ਨਾਲੋਂ ਤੇਜ਼ ਹੈ।ਸਿਰਫ਼ ਅਪਵਾਦ ਉਦੋਂ ਹੁੰਦੇ ਹਨ ਜਦੋਂ ਇੱਕ ਵਿਆਪਕ, ਪੂਰੀ ਤਰ੍ਹਾਂ-ਪ੍ਰੋਗਰਾਮਡ CMM ਨਿਰੀਖਣ ਰੁਟੀਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਾਂ ਪੁਰਜ਼ਿਆਂ ਦੇ ਇੱਕ ਬੈਚ ਦੀ ਮਸ਼ੀਨ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਅਤੇ 100 ਪ੍ਰਤੀਸ਼ਤ ਨਿਰੀਖਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਪੋਸਟ ਟਾਈਮ: ਜੂਨ-30-2022






